Книга на тему Всеобщее управление качеством TQM
Работа добавлена на сайт bukvasha.net: 2014-10-23Поможем написать учебную работу
Если у вас возникли сложности с курсовой, контрольной, дипломной, рефератом, отчетом по практике, научно-исследовательской и любой другой работой - мы готовы помочь.

Предоплата всего
от 25%

Подписываем
договор
Основные элементы TQM. вовлеченность высшего руководства |
| Акцент на процессах |
| Участие в работе всех |
| Постоянное улучшение качества |
| Базирование решений на фактах |
| Фокус на потребителе |
| Вовлеченность высшего руководства |
 | |||
 | |||
Постоянное и непрерывное личное участие высшего руководства в управлении качеством - залог успешной работы организации в обеспечении качества.
Для успешного внедрения и функционирования TQM руководитель должен:
Ø проникнуться необходимостью TQM для организации в условиях конкурентной борьбыØ включать аспекты качества в цели организации, поддерживать их и морально, и финансово
Ø организовать оптимальную работу системы для достижения целей
Ø принимать активное участие в улучшении процесса
Ø понимать сам и обеспечивать понимание всеми, что качество так же важно, как стоимость продукции и время ее поставки
Ø быть одинаково внимательным к требованиям и внешних, и внутренних потребителей
Ø владеть системой Profound Knowledge.
Основные элементы TQM. Вовлеченность высшего руководства |
| |
| |
| высшее руководство |
| Средний персонал |
| производство продукции или доставка услуги |
| высшее руководство |
| персонал ПОДДЕРЖКИ |
| контактный персонал |
| потребитель |

Основные элементы TQM. Фокус на потребителе |

Качество оценивается потребителем, поэтому он является активным участником процесса, заинтересованным в его результате. Акцент на потребителе означает не только его главенствующую роль в процессе, но и постоянное получение обратной связи о его требованиях и ожиданиях.
Поэтому возникает необходимость в контактном персонале, который обеспечивал бы получение от потребителя необходимой информации и от которого зависит имидж организации в глазах потребителя.
Новый взгляд заключается в следующем:
Ø процессы существуют для удовлетворения нужд людей и общества в целом
Ø желания и потребности меняются с течением времени, они различны для разных людей
Ø процессы разных наций и культур отличаются
Ø потребности и процессы, необходимые для их удовлетворения, могут быть смоделированы и проанализированы при помощи статистических методов
Ø лучшая модель должна быть использована.
TQM требует выполнения требований не только внешних, но и внутренних потребителей. Каждый сотрудник имеет своих потребителей, которые называются внутренними потребителями.
Основа оценки качества продукции – сравнение характеристик, исполнения, цены продукции с нуждами потребителя.
Внешний потребитель может быть представлен тремя основными группами:
Ø конечные пользователи продукции (конкретные люди)
Ø крупные и средние потребители (организации и предприятия)
Ø промежуточные потребители (дистрибьютеры и перепродавцы, добавляющие ценность продукции).
Но в качестве внешних потребителей нужно рассматривать также и сообщества людей, государственные организации, общество в целом, которые ожидают не только изменение качества, но и изменение самой организации, поскольку подвержены возможным негативным влияниям ее деятельности .
Внешнее качество (удовлетворение требований внешних потребителей) требует внутреннего качества. Низкий уровень внутреннего качества возникает в результате нарушений в работе системы, вызываемых переработкой проекта, повторным производством продукции для компенсации некачественной продукции, исправлением дефектов продукции, задержками в процессе.
Для обеспечения внутреннего качества требуется рассматривать взаимоотношения «поставщик – потребитель» на протяжении всего процесса. Каждый сотрудник должен знать потребности внешнего и внутреннего потребителей.
Внутренними потребителями считаются все, кто непосредственно или нет воздействует на конечную продукцию компании:
¨ внутренние пользователи внутреннего процесса (пользователи внутреннего сервиса компании – информационных систем, подбора кадров, переподготовки и т.д.)
¨ служащие организации (наиболее важная категория, заинтересованная в карьере, зарплате др. мотивациях)
¨ пользователи результатов бизнеса компании (собственники компании, акционеры и др. получающие выгоду от организации).
Внутренние пользователи также как и внешние имеют свои потребности и ожидания, которые необходимо исследовать и учитывать для планирования программ по удовлетворению этих потребностей и ожиданий.
Важно получить объективную информацию. Например, в случае исследования группы «служащие компании» для этого необходимо обеспечить анонимность.
Для третьей группы вопросы анкетирования должны затрагивать темы форм повышения прибылей компании посредством увеличения удовлетворенности потребителей, увеличения цены на продукцию за счет предоставления дополнительных услуг, увеличения доли рынка, корректировки стоимости продукции в зависимости от изменения ее качества и пр.
Определение требований потребителя – первый шаг на пути создания качественной продукции. Для этого требуется тщательное изучение потребностей и ожиданий рынка и их учет при планировании, проектировании и производстве продукции.
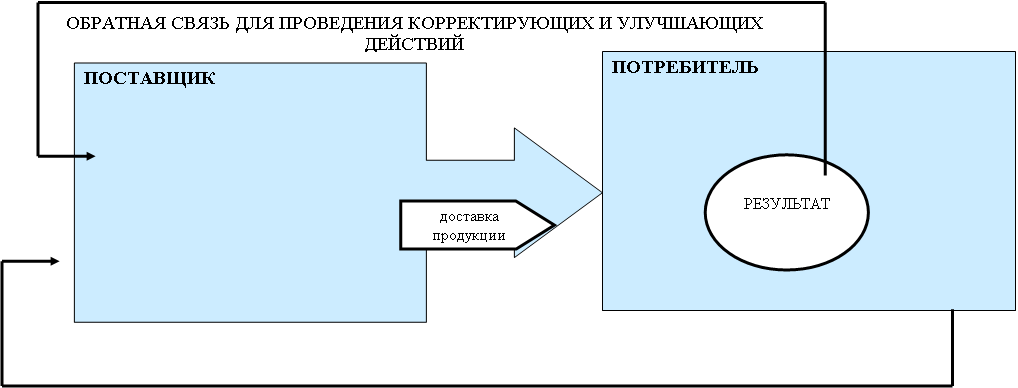
| ОБРАТНАЯ СВЯЗЬ ДЛЯ ПРОВЕДЕНИЯ КОРРЕКТИРУЮЩИХ И УЛУЧШАЮЩИХ ДЕЙСТВИЙ |
| поставщик |
потребитель |
| продукция |
| ожидания |
| результат |
| Определение требований и ожиданий |
| Постановка целей |
| Процессы, направленные на достижение целей |
| Продукция |
| доставка продукции |
       | |||
| |||
Два вида обратной связи:
¨ Обратная связь для корректировки и улучшения продукции при сравнении ее с аналогичной продукцией других производителей
¨ Обратная связь для получения информации об ожиданиях потребителей.
Прямые методы получения информации об ожиданиях потребителя:à письменное анкетирование
à личное анкетирование (возможно по почте, по телефону)
à групповое обсуждение в коллективах потребителей
à индивидуальное анкетирование
à наблюдение за потребителем (на выставках, в процессе реализации продукции).
Каждый из методов имеет недостатки и преимущества. Выбор метода может зависеть от наличия времени, свободных ресурсов, стоимости. Крупные фирмы проводят анкетирование постоянных и потенциальных потребителей с периодичностью один раз в год (анкеты примерно по 70 вопросов).
Косвенными методами являются изучение публикаций об исследовании рынка, жалоб и отзывов потребителей по гарантийному обслуживанию, взятие на себя роли потребителя. Желательно использовать несколько методов одновременно для получения объективной картины мнения потребителя.
Особо важными являются прямые контакты с потребителями. При этом контактный персонал организации играет ведущую роль. Именно в таком случае возможно понимание наиболее трудноуловимых моментов.
Потребитель будет удовлетворен, если он получит продукцию требуемого качества, по соответствующей цене, в необходимый момент. Поэтому целью изучения мнения потребителей является получение данных и о важности продукции, и о соответствии качества продукции требованиям, и о работе организации в целом.
При выборе методологии обследования мнения потребителя основным является следующее правило:
в выборке для обследования должны быть представлены все соответствующие сектора рынка и категории потребителей, так как результаты обследования должны предоставлять наиболее полную информацию по исследуемой теме. Но также важно уделить особое внимание получению данных о мнении наиболее важных, существенных потребителей.
Основные сектора рынка: большие и средние банки, розничная торговля, большие и средние промышленные предприятия, государственные и общественные организации, рекламные, транспортные, страховые и другие сервисные компании.
После сбора информации мнения потребителей сортируются по родственным признакам и объединяются в группы.
Два основных пути определения мнения потребителей.
Первый метод:
- выяснение требуемых характеристик с помощью опроса потребителей
- формирование групп внутри каждой характеристики
- определение исполнения конкретных элементов внутри каждой группы.
| ожидания потребителей |
| обобщенные ожидания потребителей |
| интегральная ценность продукции |

Второй метод предполагает индексацию потребителями каждого элемента качества продукции по предложенной шкале (например, от 1 до5), с дальнейшей статистической обработкой полученных данных и определением приоритетов.
Индексация степени удовлетворенности потребителей позволяет количественно оценить значение каждого элемента качества в общем мнении потребителя о продукции.
Для построения дерева потребительских ожиданий (см. таблицу)необходимо:
1. Определить и расположить элементы качества продукции (компоненты дерева) в порядке важности
2.
Основные элементы TQM. Фокус на потребителе |
 Оценить каждый элемент в баллах (от полностью удовлетворен до совершенно неудовлетворен).
Оценить каждый элемент в баллах (от полностью удовлетворен до совершенно неудовлетворен). | Основные элементы качества продукции (услуги) | Важность элемента для потребителя | Оценка качества(кол-во голосов потребителей) | Общая сумма (кол-во опраши-ваемых потре-бителей) | Среднее значение оценки (по шкале от 1 до 5) | Индекс потребительской удовлетворенности | |||||||
| среднее значение оценки важности (от 1 до 5) | весо-мость (% голо-сов) | 5 | 4 | 3 | 2 | 1 | a | b | c (кол-во оценок 4 и 5) | |||
| 1. | 5,0 | 25 | 24 | 40 | 29 | 7 | 0 | 100 | 3,8 | 70 | 76 | 64 |
| 2. | 3,8 | 15 | 40 | 31 | 25 | 4 | 0 | 100 | 4,1 | 77 | 81 | 71 |
| 3. | 2,5 | 10 | 38 | 32 | 23 | 7 | 0 | 100 | 4,0 | 75 | 80 | 70 |
| 4. | 2,5 | 10 | 30 | 42 | 21 | 7 | 0 | 100 | 4,0 | 74 | 79 | 72 |
| 5. | 3,3 | 13 | 8 | 9 | 18 | 32 | 33 | 100 | 2,3 | 32 | 45 | 17 |
| 6. | 4,3 | 17 | 52 | 37 | 10 | 1 | 0 | 100 | 4,4 | 85 | 88 | 89 |
| 7. | 1,8 | 7 | 45 | 35 | 19 | 1 | 0 | 100 | 4,2 | 81 | 85 | 80 |
| 8. | 0,8 | 3 | 26 | 47 | 27 | 0 | 0 | 100 | 4,0 | 75 | 80 | 73 |
| 9. | 1,3 | 5 | 53 | 27 | 20 | 0 | 0 | 100 | 4,3 | 83 | 87 | 80 |
| Итог | S 25 | 100 | 316 | 300 | 192 | 59 | 33 | 900 | ||||
| Среднее значение | 35,1 | 33,3 | 21,3 | 6,6 | 3,7 | 100,0 | ||||||
| Интегральное значение | 35,1 | 68,4 | 89,8 | 96,3 | 100 | |||||||
| Среднее значение оценки работы и степени удовлетворенности | 3,9 | 72 | 78 | 68 | ||||||||
| Степень удовлетворенности, % |
| Степень удовлетворенности, % |
| 100 75 50 25 0 |
| Оценка потребителя |
| Оценка потребителя |
 | ||||||||||
 | ||||||||||
| ||||||||||
|
| |||||||||
Степень удовлетворен-ности потребителя качеством исполнения каждого элемента дерева | Оценка | Балл | Индекс потребитель-ской удовлетворен-ности | Три способа представления результата опроса | ||
| a | b | c | ||||
| Полностью неудовлетворен | Плохо | 1 | (1) | 0 | 20 | Абсолютное число потребителей, поставивших оценки 4 и 5 |
| Неудовлетворен | Неудовлетво-рительно | 2 | 25 | 40 | ||
| Нейтрален | Удовлетвори-тельно | 3 | (2) | 50 | 60 | |
| Удовлетворен | Хорошо | 4 | (3) | 75 | 80 | |
| Полностью удовлетворен | Очень хорошо | 5 | 100 | 100 | ||
В связи с ростом важности наукоемкой и технически сложной продукции появляется тенденция расширения сферы услуг, связанных с техническим обслуживанием. Кроме этого потребителя качество обслуживание интересует и при покупке обычных товаров. Поэтому качество услуг для организации, производящий продукцию, приобретает первостепенное значение в условиях переноса акцента на удовлетворение требований потребителя.
Поскольку производство отдалено от потребителя, а услуга проявляется в момент ее предоставления, сервис больше приближен к потребителю. В момент покупки происходит оценка не только качества товара, но и качества услуги по его продаже.
| Параметры качества услуги: ¨ надежность ¨ законченность ¨ вежливость ¨ доступность ¨ ответственность ¨ понимание клиента ¨ общение |

| Собственные ожидания и опыт |
| Информация от личного общения |
| Средства массовой информации |

| Ожидаемая услуга |
| полученная услуга |
| Качество услуги |
 | |||
| Круг общения |
| Собственные потребности |
| Имеющийся опыт |
| Ожидаемая услуга |
| Полученная услуга |
| Предоставлен-ная услуга |
| Качество услуги |
| Разрыв 5 |
| Разрыв 1 |
| Разрыв 2 |
| Разрыв 3 |
| Разрыв 4 |
| восприятие руководством ожиданий потребителя |
| Общение с потребителем |
| Потребитель |
| Производитель |
| |||
 | |||
Разрывы в цепочке «поставщик – потребитель» вызывают расхождения в оценке качества потребителем и производителем продукции (модель Зейтхальма). Поэтому всю цепочку «поставщик – потребитель» необходимо определить и постоянно контролировать.
Существует две точки зрения на то, как можно рассматривать процесс:
- как организацию ресурсов
- как организованную деятельность.
TQM основывается на втором определении и рассматривает процесс как любую организованную деятельность, имеющую входы, необходимые ресурсы и спланированную и проводимую для получения предварительно определенного выхода. В таком случае деятельность может быть любого рода: планирование, проектирование, производство, торговля, исследования, административная работа и т.д. касаться любых секторов рынка (промышленных, сервисных, финансовых и т.д.).
Входы процесса и ресурсы (люди, оборудование, материалы и т.д.) должны обеспечивать экономичное и бесперебойное протекание процесса. При этом ресурсы должны быть минимальными.
TQM рассматривает качество продукции как результат качества процессов.
Виды преобразований входов в выходы:
- физические преобразования;
- преобразования места расположения;
- преобразования сделки, договора, протокола;
- информационные преобразования.
Руководитель процесса – лицо, ответственное за качественное функционирование и выполнение процесса. Он должен:
Ø согласовать входные и выходные требования процесса
Ø нести ответственность за своевременную корректировку возможных неполадок
Ø содействовать решению возникающих проблем
Ø предусматривать возможность внесения исполнителями изменений в операции процесса с целью улучшения самого процесса и качества его продукции.
Интерфейс процесса – это совокупность средств и правил, обеспечивающих логическое и физическое взаимодействие входа и выхода процесса с внешней средой.
Виды процессов:
Ø индивидуальный
Ø функциональный, или вертикальный процесс
Ø деловой, или горизонтальный процесс.
Горизонтальный процесс состоит из цепочки интегрированных процессов. Для каждого интегрированного процесса, входящего в межфункциональный процесс, должны быть определены выходные требования, соответствующие окончательному результату всего процесса, а также требования следующего после него интегрированного процесса.
| организационная структура |
| Горизонтальные (деловые процессы) |
| Горизонтальные (деловые процессы) |
| Горизонтальные (деловые процессы) |
| потребитель |
 | |||||
 | |||||
| |||||
Горизонтальные (деловые) процессы должны быть идентифицированы, т.е. должны быть определены «владельцы» процессов и их отдельных звеньев, т.е. лица, отвечающие за улучшение процесса и принимающие самостоятельные решения. Например: функциональный процесс – начальник цеха, токарь – токарная операция.
Традиционно такие процессы не имели «владельцев», таким образом создавались барьеры между ними, поскольку для решения возникающих проблем необходимо было вмешательство функциональных менеджеров.
Вся организация рассматривается как сеть взаимосвязанных процессов, в которой функциональные процессы связаны с деловыми и каждый процесс состоит из подпроцессов, вплоть до индивидуальных. Исполнитель процесса является потребителем другого процесса.
Менеджер (руководитель) процесса определяет что должно быть получено в результате процесса, каким должен быть исходный продукт, как управлять процессом.
Особенно эффективной системой управления является динамическое межфункциональное управление процессами. Оно предполагает работу команды управления процессом, состоящей из всех менеджеров интегрированных процессов, входящих в функциональный процесс. Основная задача этой команды – обеспечение выполнения задач, стоящих перед владельцами операций горизонтального (делового) процесса.
Руководство организации передает часть своих полномочий владельцам процессов и команде управления, таким образом создавая условия для устранения функциональных барьеров.
| |
| Руководство организации |
| команда управления |
| Поток процесса |
| Владельцы процесса |
 | |||||
| |||||
Акцент на процессе означает, что главным фактором является не исправление ошибок, а их профилактика.
Влияние на процесс, а не на результаты процесса – основа управления качеством в системе TQM.
Если в процессе преобразования входов в выходы контролировать все этапы, сравнивая полученные значения параметров качества с требуемыми, то в случае возникновения ошибок можно оперативно провести корректировку, не допуская влияния этих ошибок на выходы процесса. Полученные в результате контроля статистически обработанные данные предоставляют информацию о работе процесса, о возможности его улучшения, т.е. позволяют управлять процессом. При существовании такого контроля на всем протяжении от входа процесса до его выхода, можно говорить о наличии системы контроля процесса. Главное требование к такой системе – предупреждение возникновения возможных ошибок.
Трилогия Джурана – три основных этапа управления качеством интегрированных процессов:
Ø планирование качества
Ø контроль качества
Ø улучшение качества.
1. Этапы планирования качества:
- использование выхода процесса;
- требования пользователя к цели процесса;
- спецификация поставщиков и входа процесса;
- главные цели по эффективности процесса;
- разработка процесса, в том числе последовательность работ, персонал, оборудование. процедуры, владельцы процесса;
- разработка системы контроля, в том числе параметры входа, выхода, самого процесса, эффективности, обратной связи;
- внедрение и контроль.
2. Этапы контроля качества:
- отслеживание, т.е. фиксация и сравнение показаний;
- контроль, т.е. обеспечение требуемого выхода на контролируемом этапе, при изменениях в ресурсах или входах;
- самоконтроль, выполняемый владельцами (операторами) процесса на основании знаний о параметрах выхода процесса, местах и методах возможной корректировки, при наличии необходимых средств и знаний.
Улучшения качества не имеет четко определенных этапов. Деятельность по улучшению зависит от специфики самого процесса. основным толчком к улучшению является определение стоимости получаемых ошибок, брака, несоответствий. Улучшение качества требует постоянного улучшения процессов при вовлечения всех участников процессов в действия по улучшению.
«Трилогия Джурана», получившая развитие еще в 50-х годах. актуальна и в настоящее время.
Осуществление постоянного улучшения качества всех процессов приводит к улучшению качества выходной продукции.
Два вида улучшений:
- крупные, скачкообразные, требующие вложения больших средств, продолжительного времени, существенных изменений процессов, характерны для западного образа мысли (kairyo);
- постоянные мелкие, эффект от которых зависит от общего числа таких улучшений, характерны для японского мышления (kaizen).
В соответствии с теорией Джурана затраты, вызываемые низким качеством, можно разделить на два вида:
- постоянные, систематические;
- случайные, эпизодические.
Обычно большее внимание вызывает случайный брак, поскольку к постоянному браку привыкают. Обращать внимание на брак начинают после резкого скачка. Часто именно внезапный скачок брака вызывает необходимость проведения мероприятий по улучшению качества.
Гораздо большие резервы улучшения связаны с уменьшением хронического брака и переходом в новую зону контроля качества на фоне более низкого уровня хронического брака.
Управление качеством должно происходить в заранее запланированной зоне. Эта зона хронического брака планируется вместе с планированием самого процесса
Этапы непрерывного улучшения качества:
Ø организация проекта
- выбор проблемы
- подбор коллектива
Ø диагностика
- анализ признаков
- выработка гипотез причин возникновения
- проверка гипотез
- выбор основных причин
Ø поиск решения
- сравнительный анализ вариантов решений
- разработка решений и системы контроля
- внедрение решений
Ø поддержка достигнутого (стандартизация системы)
- проверка работы системы
- наблюдение за системой.
Для обеспечения успешного функционирования системы управления качеством и внешний и внутренний потребители должны быть не только вовлечены в процесс, но и должны принимать непосредственное участие в непрерывном улучшении этого процесса.
Система Кайзен, требующая небольших инвестиций по сравнению с системой Кайрио, требует постоянных усилий всех участников процесса по его улучшению.
Кроме того, что успехи организации в сфере качества невозможны без лидерства и вовлеченности высшего руководства, требуется, чтобы руководство предоставило возможность и стимулировало участие в роботе по улучшению каждого сотрудника, независимо от его должности и обязанностей.
Важно устранение функциональных барьеров в служебной иерархии. Для этого необходимо устранить недоверие, непонимание, подозрительность между руководством и подчиненными.
Положительные аспекты участия в коллективной работе:
- возникновение профессиональной гордости;
- повышение мастерства на основе общения с другими сотрудниками;
- появление чувства сопричастности к работе всей организации;
- осознание влияния труда каждого на общий результат.
Для эффективного участия каждого сотрудника необходимо:
Ø обучить всех сотрудников основам TQM;
Ø обучить весь персонал концепциям постоянного улучшения работы;
Ø распределить ответственность и права на все работников, являющихся владельцами процессов и подпроцессов;
Ø реально заинтересовать всех сотрудников в результатах их труда;
Ø обеспечить поощрение улучшения результатов работы.
Одним из примеров успешного использования опыта и знаний всех сотрудников является система предложений, в основе которой лежит стимулирование внесения предложений по усовершенствованию. Лучшие разработки и предложения награждаются премиями, медалями, участием в «Клубе хороших идей и т.д. Но основным является то, что каждый уверен, что все предложения обязательно рассматриваются управленческим аппаратом самым серьезным образом и действительно используются для улучшения.
Обязательным требованием TQM является также вовлечение всех поставщиков в работу по улучшению.( 9000-5.doc) Уменьшение числа поставщиков рассматривается как положительное явление .
Уверенность в том, что поставщики ведут постояннную работу по улучшению позволяет исключить входной контроль и тем самым снизить затраты.
Основные элементы TQM. Участие в работе всех |

| недоверие руководства |
| проверка и контроль |
| отсутствие мотивации |
| ухудшение результатов |
| доверие руководства |
| ПЕРЕДАЧА ПОЛНОМОЧИЙ |
| мотивациЯ |
| уЛуЧШЕНИЕ результатов |
| НЕПРАВИЛЬНО |
| ПРАВИЛЬНО |

Возможность каждого влиять на процесс зависит от политики руководства.
Политика рассредоточения – наделение каждого элемента организации определенными функциями, за счет передачи части полномочий руководства.
Две крайние схемы применения политики рассредоточения:
1. Вертикальная, характерная для авторитарных компаний с сильным руководством, при которой каждое подразделение четко знает свои место в цепочке, цели, но из-за наличия функциональных барьеров нет связей между целями на разных уровнях и потребностями потребителей.
2. Горизонтальная, с тесной связью с потребителем, но с ослабленным центральным руководством, что мешает реализации перспективных планов.
TQM требует вовлеченности в процессы, направленные на удовлетворение требований и ожиданий потребителей, всего персонала организации, что вызывает необходимость объединения этих двух схем.
Полученная схема позволяет корректировать политику организации, вырабатываемую высшим руководством, с учетом информации, поступаемой по схеме «снизу – вверх» от всех сотрудников организации.
| Управление с помощью целей | Политика управления TQM |
| Ø акцент на результаты Ø сверху - вниз Ø тактика сильной руки для делегирования цели Ø фокус на личность Ø индивидуализм Ø надежда на особенные таланты Ø интенсификация работы на основе мотивации Ø случаи незначительной оптимизации Ø определение виновности Ø возможная деморализация | Ø акцент на процессы Ø сверху - вниз, снизу - вверх Ø цели и действия на основе фактов и статистики Ø фокус на том, как делать Ø групповые действия Ø не нужны «суперзвезды» Ø быстрая и хорошая работа на основе знаний Ø соответствие качества цели качеству исполнения Ø что является причиной неудачи Ø воодушевление. |
Опыт показывает, что 20-90% всех проектов, направленных на улучшение качества продукции, терпят неудачу по причине неправильного представления о состоянии рынка.
Для избежание дополнительных затрат организации необходимо обладать достаточными знаниями о своей продукции на наиболее ранних этапах ее жизненного цикла. Необходимо выяснить, что хочет получить потребитель и какая цена его устраивает. Эти знания должны базироваться на реальных. объективных данных, а не на интуиции, опыте или личном мнении. Большинство может ошибаться, а один человек, мнение которого основана на фактах, может принять правильное решение.
Факты нельзя путать с мнениями. Все суждения должны постоянно проверяться для определения их правильности. Для определения ложности или правильности необходимы статистические данные. Но сами по себе, без необходимой обработки и анализа статистические данные не позволят сделать это.
Вопросами сбора данных, их обработки и анализа занимается математическая статистика.
В виду того, что методов математической статистики очень много и множество из них достаточно сложные, предлагается использовать только основные семь методов: контрольные карты, контрольные листки, стратификацию, диаграммы разброса, диаграммы Исикавы, диаграммы Парето, гистограммы.
Для обработки собранных данных важно правильно применять статистические методы, которые могут обеспечить надежность интерпретации данных, всеобъемлемость информации, простоту использования.
Необходимые для принятия правильного решения процессы:
Ø подбор перечня необходимых данных
Ø сбор фактов по выбранным направлениям
Ø обработка данных
Ø анализ данных
Ø принятие решения.
Ø Доверяйте конкретным фактам, а не абстрактным идеям
Ø Выражайте факты в количественном виде, зависящем от применяемых конкретных процедур измерения
Ø Учитывайте, что наблюдения часто возможны только для части целого, поэтому результаты могут содержать отклонения и погрешности.
Семь инструментов контроля качества – наиболее важная составляющая системы TQM.
Статистические методы контроля качества – не инструменты управления, а инструменты познания!
Основное их назначение – контроль процесса и получение информации, необходимой для его корректировки и улучшения. Применение этих методов лежит в основе постоянного самоконтроля, который также является одним из главнейших требований TQM.
Названные статистические методы можно использовать как систему методов и как отдельные инструменты контроля качества. Применяемая система должна состоять необязательно из всех семи методов. Последовательность применения методов определяется целями, поставленными перед системой. Применение семи инструментов качества позволяет успешно решать до 95% всех проблем, возникающих в организации при производстве продукции.
Внедрение этих методов должно начинаться с процесса обучения всех участников процесса. Каждый член коллектива используя статистические методы для анализа и контроля процесса может влиять на повышение качества и эффективности работы организации. Успех обучения в значительной мере зависит от заинтересованности и усилий высшего руководства организации. Большую роль в обучении играют кружки качества. Однако, просто знание статистических методов недостаточно, необходимо уметь рассматривать процесс и события с точки зрения статистики, умение применить усвоенные теоретически методы.
Перед началом сбора данных необходимо четко определить, для чего нужны именно эти данные, как их будут в дальнейшем использовать. После определения цели сбора данных можно определить тип данных и характер сравнения этих данных.
Например, если качество меняется в течении смены работы, или в зависимости от того, какой рабочий выполняет операцию, нужно произвести ряд замеров для сравнения параметров качества в разные моменты времени или для разных рабочих. В таком случае определение явных различий и их устранение будут способствовать уменьшению изменчивости процесса.
Разделение группы данных на подгруппы по определенному признаку называется стратификацией.
Часто появляется необходимость определить зависимость между двумя показателями, в таком случае данные должны собираться парами (для анализа таких данных применяются диаграммы рассеивания).
После сбора данных для их анализа можно переходить к применению статистических методов. Для этого данные должны быть упорядочены. Должен быть зарегистрирован источник данных. Сами данные должны быть зарегистрированы в удобной для дальнейшего использования форме (например, для данных, которые собираются часто, или постоянно разрабатываются контрольные листки).
Сбор и обработка статистических данных основываются на применении выборочного метода.
Выборка – это часть данных, полученных из общей совокупности (генеральной совокупности), по отношению к которой на основании данных выборки делают определенные выводы.
Репрезентативной, или представительской выборка является в том случае, если она достаточно хорошо представляет характеристики генеральной совокупности.
Генеральная совокупность – однородная совокупность данных, по которой делаются выводы для принятия решения на основании результатов анализа выборки.
Данные, полученные на основании выборки – первичный статистический материал, на основании которого возможны обработка и анализ данных.
Например, решение о качестве партии продукции принимается на основании некоторой выборки, в пределах которой производятся измерения.
Таким образом, сбор данных – это не цель, а средство получения фактов, необходимых для принятия правильных решений.
Для упорядочения статистических данных можно произвести ранжирование, т.е. расположить полученные данные в порядке убывания или возрастания величин, а также подсчитать количество случаев регистрации одной и той же величины.
| Величина А | Случаи наблюдения величины А | NS количество наблюдений величины А |
| ХХХ,Х | І І І І І | 5 |
| YYY,Y | І І | 2 |
| ZZZ,Z | I I I I I I I | 7 |
Изменения наблюдаемой величины могут быть дискретными и непрерывными.
Непрерывным называется такое изменение случайной величины, при котором находящиеся рядом значения в упорядоченном ряду этой величины отличаются на сколь угодно малую величину. Оно обычно может быть описано с помощью законов распределения Гаусса или Вейбулла.
Дискретным называется такое изменение случайной величины, при котором находящиеся рядом значения в упорядоченном ряду этой величины отличаются на некоторую конечную величину. Оно описывается биноминальным (гипергеометрическим) или пуассоновским законами.
Центральное значение интервала, его середина, называется величиной интервала, или его классом. Рекомендуется избегать слишком большого числа классов, т.к. при этом ряд может быть невыразительным. Проще оперировать рядами, в которых ширина классов одинакова.
Удобно представлять статистический материал числовыми значениями, отражающими в некоторой степени существенные характеристики статистического ряда – характеристики положения и рассеивания случайной величины. Важной характеристикой положения случайной величины является среднее арифметическое наблюдаемых значений. Оно является обобщающей характеристикой только в случае применения к однородной совокупности статистического материала.
Также существуют характеристики положения:
мода – наиболее часто встречающееся значение в ряду;
медиана – значение параметра, делящее упорядоченный ряд на две равные по объему части.
К характеристикам рассеивания относятся:
размах R – разница между наибольшим и наименьшим значениями величины;
выборочная дисперсия – величина, показывающая насколько тесно группируются значения вокруг средней арифметической или как они рассеиваются вокруг нее;
выборочное стандартное отклонение часто применяют вместо выборочной дисперсии;
коэффициент вариации – относительное колебание отдельных значений около средней арифметической.
Генеральную совокупность, как и выборочные данные, обычно представляют характеристиками положения (математическое ожидание) и рассеиванием случайной величины (дисперсия или стандартное отклонение).
Если число независимых случайных величин велико (приближается к бесконечности), среди них отсутствуют случайные величины с резко отличающимися от других случайных величин отклонениями, то распределение параметров качества будет стремиться к гаусовскому закону. При этом каждая из влияющих на качество величин может подчиняться любому другому закону распределения.
| частота попаданий |
| @68% |
| @95% |
| -3s -2s -s M(x) -s -2s -3s годность @99% |
| |||||||||||
 | |||||||||||
| |||||||||||
 |
| ||||||||||
1. Контрольный листок
Какая бы задача не стояла перед системой, всегда первичным является сбор исходных данных.
Контрольный листок – инструмент для сбора данных и автоматического их упорядочения для облегчения дальнейшего их использования.
Он представляет собой заранее разработанный для конкретной цели бланк, с перечнем контролируемых параметров, в который в процессе сбора можно заносить информацию при помощи простых символов или пометок. Использование контрольных листков позволяет исключить переоформление и переписывание собранных данных.
| Причина брака | Количество случаев брака | Частота брака по конкретной причини (процент общего брака) |
| 1. | ||
| 2. | ||
| 3. |
2. Гистограмма
Гистограммы, полигоны, кумулятивные кривые используются для обеспечения наглядности представления собранных данных.
Полигоны чаще используют для отображения дискретных изменений значений случайной величины.
Гистограмма распределения обычно строится для интервального изменения значения параметра.
Для построения гистограммы на интервалах на оси абсцисс строятся прямоугольники, высоты которых пропорциональны частотам интервалов. Сумма площадей столбиков равна 1,0.

| ||||
 | ||||
Кумулятивная (интегральная) кривая представляет собой график накопленных частот, получаемых для каждого значения при суммировании всех частот. Она строится как для дискретных, так и для непрерывных изменений значений параметров. Накопленные частоты относятся не к серединам интервалов, а к вершинным значениям каждого из них.
Для оценки соответствия качества процесса требованиям потребителя, гистограмму сравнивают с нанесенными на график полями допусков. Можно по расположению гистограммы по отношению к этим границам наглядно убедится в соответствии или несоответствии параметров качества процесса требованиям.
Если гистограмма имеет симметричную форму, можно предположить гауссовский закон распределения случайной величины. В таком случае среднее значение находится в центре размаха данных. Такой тип гистограмм называется обычным. Воспроизводимость процесса определяется исследованием постоянства следующих характеристик:
среднего значения (Х), математического ожидания (М(х)), стандартного отклонения.
Если брать в качестве границ допуска трехсигмовые пределы, которые часто используются на практике, то годными будут считаться 99,73% всех данных генеральной совокупности.
3. Диаграмма разброса
Диаграмма разброса – это инструмент, позволяющий определить вид и степень тесноты связи между соответствующими парами переменных данных.
Эти две переменные могут представлять собой две характеристики качества, два влияющих на характеристику качества фактора, или сочетание характеристики качества и фактора на нее влияющего.
Для построение диаграммы разброса необходимо:
1. Собрать необходимые парные данные (X,Y), желательно не менее 25-30 пар.
2. Определить max и min значения для обеих величин. Выбрать такие шкалы по осям графика, чтобы они были примерно одинаковыми. Проградуировать шкалы.
3. Начертить график и нанести на него все собранные данные. Следует определенным образом помечать точки, в которых значение величины наблюдаются несколько раз.
4. Сделать все необходимые обозначения: название диаграммы, интервал времени, число пар данных, названия и единицы измерения шкал, данные об исполнителе диаграммы.
При помощи диаграммы разброса можно наблюдать характер изменения параметров качества во времени при воздействии каких-либо факторов.
| n=25 |
| Y 90 80 70 60 |
| 50 60 70 80 Х |
| Для определения общего распределения пар параметров по диаграмме рассеивания необходимо: - определить выбросы (далеко отстающие точки); - исключить эти точки из корреляционного анализа (на основании специальных критериев) - сравнить полученное скопление точек с возможными вариантами их расположения - сделать вывод о корреляции параметров. |

Возможные варианты расположения точек на диаграмме рассеивания и соответствующие им виды корреляции
| Прямая корреляция |
| Отсутствие корреляции |
| Слабая прямая корреляция |
| Слабая обратная корреляция |
| Криволинейная корреляция |
| Обратная корреляция |
 |  | ||||||||||||||||||
 | |||||||||||||||||||
 |  | ||||||||||||||||||
 | |||||||||||||||||||
| Х1 Х2 Х3 Х4 Х5 Х |
| +50 +40 +30 +20 +10% |
| По оси абсцисс отложены начальные значения изучаемого параметра качества. По оси ординат – ряд значений параметра качества через промежуток времени. Таким образом каждое значение параметра качества до и после измерения обозначается точкой на графике. Если все точки будут находиться на биссектрисе, значит все значения измеряемого параметра не изменились. Из этого следует, что этот параметр не влияет на качество. Подсчитав количество точек, находящихся между лучами, можно определить частоту значений параметра в определенном интервале. |
| n=25 |
| -10 -20 -30 -40 -50% |
| Y Y1 Y2 Y3 Y4 Y5 0 |
 | ||||||||||||
 | ||||||||||||
 | ||||||||||||
 | ||||||||||||
4. Стратификация (расслоение)
Стратификация – это инструмент, позволяющий произвести селекцию данных, отражающую требуемую информацию о процессе.
Слоями (стратами) называются данные, разделенные на группы в соответствии с их особенностями, сам процесс деления на слои – расслаиванием.
В производственных процессах часто используется метод 5М: расслаивание в зависимости от факторов, связанных с человеком (квалификация, пол, стаж, образование), машинами (новизна, марка, конструкция), материалами (место изготовления, качество, сырье), методами (технология, место производства, условия), измерениями (метод, точность, средства).
Должны соблюдаться два условия:
- различия между значениями случайной величины внутри слоя должны быть как можно меньше по сравнению с различиями ее значений в нерасслоенной совокупности;
- различие между слоями должно быть как можно более явным (различия между средними значениями случайных величин слоев).
Если расслаивание по какому–либо параметру не дает ожидаемых результатов, необходимо продолжить процесс расслоения по другим критериям.
При контроле качества изготовления продукции на практике часто возникает задача определения предполагаемого источника ухудшения качества продукции, когда разброс (дисперсия) значений параметра качества готовых изделий около среднего значения возрастает. В случае нормального закона распределения контролируемого параметра качества такую информацию можно получить в результате расслаивания дисперсии с помощью дисперсионного анализа.
На практике метод расслаивания применяют многократно, производя стратификацию по различным признакам. Например, японские кружки качества проводят стратификацию при анализе проблем в среднем до 100 раз.
Анализ результатов можно производить при помощи диаграмм Парето.
5. Диаграммы Парето
Диаграмма Парето – это инструмент, необходимый для проведения распределения усилий для разрешения возникающих проблем и выявления основных их причин.
Итальянский экономист Парето доказал, что блага в обществе распределяются неравномерно, а американский ученый М.Лоренц эту теорию проиллюстрировал с помощью диаграммы. Впервые диаграмму Парето в сфере контроля качества применил Д.Джуран. Он использовал диаграмму для классификации проблем качества на существенные немногочисленные и несущественные, но многочисленные. Он назвал свой метод анализом Парето и доказал, что большинство проблем в сфере качества возникает из-за небольшого числа причин.Два вида диаграмм Парето:
1. Диаграмма по результатам деятельности
2. Диаграмма по причинам.
Диаграмма по результатам деятельности предназначена для выявления главной проблемы и связана с такими нежелательными моментами, связанными с:
¨ качеством – дефекты, поломки, ошибки, отказы, ремонты. возвраты;
¨ себестоимостью – затраты, потери;
¨ сроками поставок- срыв сроков, недостаточность запасов;
¨ безопасностью – аварии, несчастные случаи, травматизм.
Диаграмма по причинам предназначена для выявления причин проблем, возникающих во время производства, например, связанных с:
¨ исполнителем – опыт работы, квалификация, образование, возраст, пол, бригада, смена;
¨ оборудованием – модели, обслуживание, износ, станки, инструменты, оснастка;
¨ сырьем – поставщик, партия, срок хранения;
¨ методами работы – окружающая среда, последовательность операций, прием работы;
¨ измерениями – точность, правильность, стабильность, тип приборов, их поверка и тарировка.
Для построения диаграммы Парето необходимо:
1. Провести классификацию проблем по отдельным факторам, выбрать метод сбора данных (можно, например, разработать специальный бланк);
2. Собрать и проанализировать необходимые данные по каждому фактору. Можно использовать таблицу для подсчета итоговых значений влияния по каждому фактору. Произвести сортировку полученных данных в порядке уменьшения влияния. Редко встречающиеся факторы можно просуммировать и рассматривать под общим заголовком «прочие». Эта группа не должна составлять большой процент, она всегда будет последней;
3. В прямоугольной системе координат по оси абсцисс отложить равные отрезки, соответствующие выбранным факторам, по оси ординат - величины их вкладов в проблему в порядке уменьшения;
4. Просуммировав последовательно высоты всех полученных столбиков гистограммы, построить ломаную кумулятивную кривую, называемую кривой Парето.
По разным классификациям можно построить множество диаграмм Парето. Эффективным является выражение степени влияния в денежной форме. Рекомендуется рассматривать при построении диаграммы небольшое количество существенных факторов.
После выявления проблемы путем составления диаграммы по результатам важно определить причины возникновения проблемы, для чего необходимо построить диаграмму Парето по причинам.
Наиболее распространенным методом анализа диаграмм Парето является ABC-анализ.| % 40 20 0 |
| 100% 80 60 40 20 0 |
 | |||||||
 | |||||||
| |||||||
 | |||||||
Основные элементы TQM. Семь основных инструментов контроля |
 6. Причинно-следственная диаграмма Исикавы
6. Причинно-следственная диаграмма Исикавы Диаграмма Исикавы – инструмент, позволяющий выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие). Диаграмма причин и результатов - диаграмма, показывающая отношение между показателем качества и воздействующими на него факторами.
Структуру и характер отношений «причина – следствие» можно установить в результате систематических наблюдений. Важно для наиболее существенных показателей качества определить соответствующие им самые значительные факторы производства. Привести процесс к стабильному состоянию можно устранив воздействие этих негативных факторов на качество.
Часто диаграмму Исикавы из-за внешнего вида называют «рыбьим скелетом». Изображение показателей качества при этом выглядят как «хребет», а факторы первого уровня, на них влияющие, как «большие кости» этого скелета. Следующий этап – причины более низкого уровня, следствием которых являются факторы, влияющие на качество.
Исследованием причин называется поиск факторов, оказывающих наиболее значительное влияние на разброс показателей качества. Для исследования причин удобно использовать диаграмму Парето.
| Качество продукции |
| Документация |
| Подготовка персонала 0,1 |
| Условия стимулирования 0,05 |
| Условия труда 0,1 |
Персонал |
| Полнота 0,05 |
| Доступность 0.05 |
Оборудованиее |
Хранение, транспортировка |
| Метрологическое обеспечение 0,05 |
| Качество производственного оборудования 0,03 |
| Условия хранения 0,1 |
| Упаковка 0,15 |
| Условия транспортировки 0,25 |
| Обеспеченность оборудованием 0,07 |

0,25 0,15 0,5 0,1
7. Контрольные карты
Все перечисленные шесть статистических методов предназначены для определения и фиксации состояния процесса в определенный момент времени, метод, предполагающий использование контрольных карт, позволяет отслеживать состояние процесса во времени и воздействовать на него до того, как он выйдет из под контроля.
Контрольные карты – инструмент, позволяющий отслеживать ход процесса и воздействовать на него с помощью соответствующей обратной связи для предупреждения его отклонения от требований.
Контрольные карты - это разновидность графика. Любая контрольная карта состоит из трех линий:
- центральной (требуемое среднее значение характеристики параметра качества);
- верхний контрольный предел;
- нижний контрольный предел.
Если все точки, соответствующие выборочным средним значениям контролируемого параметра и его изменчивости, полученные по результатам обследования выборок, оказываются внутри контрольных пределов, не проявляя при этом никаких тенденций, то процесс считается контролируемым. Процесс рассматривается как контролируемый, если систематические составляющие его погрешности регулярно выявляются и устраняются, а остаются только случайные составляющие погрешностей.
| ||||||||
 | ||||||||
 | ||||||||
 | ||||||||
Типы контрольных карт (в Европе и Японии их относят к категории карт Шухарта):
¨
¨ медиан и размахов (Me – R)
¨ индивидуальных значений (x)
¨ доли дефектной продукции (p)
¨ числа дефектных единиц продукции (pn)
¨ числа дефектов (c)
¨ числа дефектов на единицу продукции (u).
Два вида контрольных карт:
- для контроля параметров качества, представляющих собой непрерывные случайные величины, значения которых являются количественными данными параметра качества;
- для контроля параметров качества, представляющих собой дискретные случайные величины, которые являются качественными данными (годен –не годен, брак – не брак).
Порядок выбора типа контрольной карты, n –объем выборки:
С целью создания базы, необходимой для вовлечения всех в работу по улучшению процессов, важную роль играют кружки качества. Кружки качества – неотъемлемая часть организации, работающей в условиях TQM, но они не заменяют, а дополняют специальные службы качества.
Основными целями кружков качества (в Японии их называют «Кружки Контроля Качества» (Quality Control Circles), а в Европе - Команда по усовершенствованию (Improvement Team), является обучение всего персонала, в том числе статистическим методам контроля качества, анализ возникающих проблем и принятие коллективных решений по их устранению.
Деятельность кружков распространяется не только на производственную сферу, но и на сферу услуг, торговли. Члены кружков путем обстоятельного и терпеливого обсуждения достигают консенсуса в решении проблем, связанных чаще всего со стоимостью, безопасностью и продуктивностью. Эффективным методом работы кружков качества является «мозговой штурм».
Члены кружка должны поощряться и вознаграждаться. Участие в кружках – добровольное, выбирать тему члены кружка могут самостоятельно, а заседания кружков в течении рабочего времени в последствии могут окупиться.
Деятельность кружков качества будет успешной при наличии поддержки руководства и управляющего аппарата. В результате взаимодействие и контакты между персоналом и руководством могут улучшиться.
К работе кружков качества организаций – поставщиков могут привлекаться представители организаций потребителей для достижения общих целей.
Перечисленные семь инструментов контроля качества в основном предназначены для анализа численных данных. В связи с тем, что факты не всегда по своей природе бывают численными, для принятия решений основанных на фактах необходимы дополнительные знания.
Задачу управления качеством при анализе различного рода фактов можно решить используя дополнительный набор инструментов, а именно: семь инструментов управления, или семь новых инструментов контроля качества.
Эти методы были разработаны и собраны воедино Союзом Японских Ученых и Инженеров (Union of Japanese Scientists and Engineers - JUSE) в 1979 году, а в 1986 году книга, посвященная этим семи инструментам была переведена на английский язык.
К семи новым инструментам контроля качества, или семи инструментам управления относятся:
- диаграмма сродства;
- диаграмма, или график связей;
- древовидная диаграмма, или дерево решений;
- матричная диаграмма, или таблица качества;
- стрелочная диаграмма;
- диаграмма процесса осуществления программы (Process Decision Program Chart – PDPC);
- матрица приоритетов (анализ матричных данных).
Сбор исходных данных для инструментов управления проводится обычно во время «мозговых штурмов».
В группу «мозгового штурма» должны входить все, кто владеет информацией и знаниями в сфере обсуждаемой проблемы.
Руководитель группы для эффективного «мозгового штурма» должен:
- четко сформулировать тему и объяснить ее важность
- собрать людей и определить лидеров
- провести разминку группы, используя нейтральную тему
- обеспечить возможность каждому члену группы высказаться
- обеспечить надлежащую фиксацию всех идей, не мешая при этом выступающим
- не навязывать своего мнения группе
- организовать совместную обработку полученных результатов и формулировку решения о средствах преодоления проблемы.
Основные элементы TQM. Семь основных инструментов управления |
 Все семь инструментов управления предназначены для проведения процедуры обеспечения требуемого потребителем качества – Развертывания Функции Качества (Quality Function Deployment – QFD) .
Все семь инструментов управления предназначены для проведения процедуры обеспечения требуемого потребителем качества – Развертывания Функции Качества (Quality Function Deployment – QFD) . 1. Диаграмма сродства
Диаграмма сродства – инструмент, позволяющий выявить основные нарушения процесса путем объединения сродственных устных установок.
Порядок построения диаграммы:
- определение темы
- сбор данных (во время «мозгового штурма»), фиксация данных на карточках
- группировка родственных данных по направлениям различных уровней (сортировка карточек), построение иерархии
- определение направленности каждой группы, т.е. сродства групп данных.
2. Диаграмма связей
Диаграмма связей – инструмент, позволяющий выявить логические связи между основной идеей, проблемой или различными данными.
Задача этого инструмента – установление соответствия основных причин нарушений в процессе, выявленных при помощи диаграммы сродства, проблемам, которые требуют решения. Можно заметить некоторое сходство диаграммы связей с причинно-следственной диаграммой Исикавы.
Этот вид диаграммы нужен, например, в случаях, когда тема настолько сложна, что связи между различными аспектами не могут быть установлены просто при помощи обсуждения, или когда существует предположение, что затрагиваемая проблема может быть лишь частью какой-либо другой, более сложной проблемы.
3. Древовидная диаграмма
Древовидная диаграмма (систематическая диаграмма, дерево решений) – инструмент, предназначенный для обеспечения систематического пути разрешения проблемы, главной идеи, удовлетворения потребителей, которые могут быть представлены на различных уровнях.
Этот инструмент управления более целенаправлен, чем диаграммы сродства и связей. Этот вид диаграммы строится в виде многоступенчатой структуры, элементами которой являются различные средства и способы решения проблемы.
Наиболее продуктивной является диаграмма, созданная группой. Порядок ее построения похож на порядок создания диаграммы сродства, но тема, или проблема, определена и четко указана.
4. Матричная диаграмма
Матричная диаграмма (таблица качества) – инструмент, выявляющий важность различных связей.
Этот инструмент можно назвать «сердцем» семи инструментов управления. Цель построения матричной диаграммы – изображение контура связей и корреляций между задачами, функциями и характеристиками, с указанием их относительной важности.
Стрелочная диаграмма – инструмент, позволяющий провести планирование оптимальных сроков выполнения всех необходимых процессов для скорейшего достижения поставленной цели.
Использование этого инструмента возможно после выявления проблемы, определения средств и методов ее решения, а также установления всех этапов и сроков их реализации.
Эта диаграмма представляет собой наглядную схему хода проведения работ, с отображением порядка и сроков проведения всех этапов. Обычно для планировании производства и проектов используется стрелочная диаграмма в виде или диаграммы Ганта (таблица этапы работ - сроки, с выделением ячеек, соответствующих запланированному времени на каждый этап), или в виде сетевого графа.
6. Диаграмма процесса осуществления программы PDPC
Диаграмма процесса осуществления программы PDPC – инструмент, предназначенный для оценки сроков и целесообразности проведения работ по выполнению программы в соответствии со стрелочной диаграммой с целью их корректировки в процессе выполнения.
Диаграмма PDPC – диаграмма, отражающая последовательность действий и решений, выполнение которых необходимо для получения требуемого результата.
В качестве примера диаграммы процесса можно рассмотреть модель разрывов Зейтхальма.
Два основных случая, когда использование диаграммы PDPC особенно эффективно:
- разработка новой программы для достижения требуемого результата;
- когда велика вероятность возникновения существенных ошибок при планировании процесса, которые в результате анализа всех необходимых действий возможно спрогнозировать и избежать.
Этот вид диаграммы часто используется при решении сложных проблем в области научных разработок и производства, при получении крупных заказов.
7. Матрица приоритетов (анализ матричных данных)
Матрица приоритетов – инструмент для обработки большого количества числовых данных, полученных при построении матричных диаграмм, с целью выявления приоритетных данных.
Этот инструмент управления аналогичен статистическому методу, который называется «анализ важнейших компонент» им применяется при анализе многовариантных данных. Этот инструмент используется реже описанных ранее шести новых инструментов контроля качества. Его применяют, в основном, когда возникает необходимость представить численных данные из матричных диаграмм в более наглядном виде. Использование этого инструмента требует статистических знаний. Поскольку матрица приоритетов используется для анализа численных данных матричных диаграмм, часто этот инструмент управления называют «анализ матричных данных».
Развертывание Функции Качества (QFD) – это систематизированный путь развертывания потребностей и пожеланий потребителя посредством развертывания функций и операций деятельности организации по обеспечению такого качества на каждом этапе жизненного цикла вновь создаваемой продукции, которое бы гарантировало получение конечного результата, удовлетворяющего ожидания потребителя. Это наиважнейший инструмент планирования и разработки выпускаемой на рынок продукции.
Таким образом Развертывание функции качества – это процедура преобразований требований потребителя. Семь новых инструментов контроля качества применяются для преобразования требований потребителя в параметры качества ожидаемой потребителем продукции, и соответственно, в параметры качества процессов (планирования, производства, монтажа, совершенствования качества продукции).
QFD – методика, разработанная в Японии (первые идеи были сформулированы в 1966 году и были названы «План Обеспечения Качества»). Цель ее – обеспечение качества с начального этапа создания и развития продукции. с 1983 года началось применение этой методики в США и Европе.
Успех развертывания требований и ожиданий потребителя зависит от соответствия представлений о качестве продукции со стороны производителя и со стороны потребителя. Особенно важно знать что хочет потребитель от продукции и как он будет ее использовать.
Методология QFD помогает практической реализации основных концепций TQM, в первую очередь – концепции “акцент на потребителе”.
Предложена следующая модель или «профиль» качества:
- профиль базового, или основного качества – это совокупность тех параметров качества продукции, наличие которых потребитель считает обязательным, само-собой разумеющимся. Поэтому потребитель не считает необходимым говорить о них. В глазах потребителя эти параметры качества не определяют ценность продукции, но их отсутствие недопустимо;
- профиль требуемого качества – это совокупность показателей качества, представляющих собой технические и функциональные характеристики продукции. Именно эта группа определяет в глазах потребителя ценность продукции, указывает насколько продукция соответствует ожидаемому. Эти показатели, как правило, рекламируются и гарантируются производителем. Неудовлетворенность потребителя возникает, если показатели качества продукции хуже, чем ожидались, что обычно соответствует среднему уровню на рынке;
- профиль желаемого качества – это группа параметров качества, представляющих для потребителя неожиданные ценности продукции, о существовании которых он не предполагал. Эта группа дает возможность производителю оценить свои потенциальные возможности, наличие у продукции этих параметров качества создает возможность прорыва на рынке, победы в конкурентной борьбе, дальнейшего улучшения продукции.
Определение требований потребителя, предшествующее планированию продукции, предусматривает следующие этапы:
- определение предполагаемого потребителя;
- определение рейтинга потребителя для производителя;
- сбор данных о пожеланиях потребителя;
- организация обработки собранных данных;
- определение рейтинга параметров качества продукции для потребителя.
Процесс Развертывания Функции Качества включает следующие пять ключевых элементов:
¨ уточнение требований потребителя, или ответ на вопрос «Что делать?»;
¨ перевод требований потребителя в общие характеристики продукции, или ответ на вопрос «Как сделать?»;
¨ выяснение степени тесноты связи между предыдущими компонентами «Что» и «Как» (с помощью матричных диаграмм), важно, чтобы большинство этих компонентов были измеряемыми;
¨ выбор цели, или выбор таких значений параметров качества, которые будут удовлетворять потребителя и обеспечат конкурентоспособность продукции;
¨ установление рейтинга важности компонент «Что» и на основе этого – рейтинга важности компонент «Как».
| Общий заголовок для А и В |
| Общий заголовок А для a и b |
| Общий заголовок В для c и d |
| Устные данные a |
| Устные данные b |
| Устные данные c |
| Устные данные d |
 |
2. Диаграмма связей
Диаграмма связей – инструмент, позволяющий выявить логические связи между основной идеей, проблемой или различными данными.
Задача этого инструмента – установление соответствия основных причин нарушений в процессе, выявленных при помощи диаграммы сродства, проблемам, которые требуют решения. Можно заметить некоторое сходство диаграммы связей с причинно-следственной диаграммой Исикавы.
Этот вид диаграммы нужен, например, в случаях, когда тема настолько сложна, что связи между различными аспектами не могут быть установлены просто при помощи обсуждения, или когда существует предположение, что затрагиваемая проблема может быть лишь частью какой-либо другой, более сложной проблемы.
| Конечный результат |
| Причина |
| Причина |
| Причина |
| Причина |
| Причина |
| Причина |
| Причина |
 |
3. Древовидная диаграмма
Древовидная диаграмма (систематическая диаграмма, дерево решений) – инструмент, предназначенный для обеспечения систематического пути разрешения проблемы, главной идеи, удовлетворения потребителей, которые могут быть представлены на различных уровнях.
Этот инструмент управления более целенаправлен, чем диаграммы сродства и связей. Этот вид диаграммы строится в виде многоступенчатой структуры, элементами которой являются различные средства и способы решения проблемы.
Наиболее продуктивной является диаграмма, созданная группой. Порядок ее построения похож на порядок создания диаграммы сродства, но тема, или проблема, определена и четко указана.
| Проблема |
| Причина 1 |
| Причина 2 |
| Причина 3 |
| |
 |
4. Матричная диаграмма
Матричная диаграмма (таблица качества) – инструмент, выявляющий важность различных связей.
Этот инструмент можно назвать «сердцем» семи инструментов управления. Цель построения матричной диаграммы – изображение контура связей и корреляций между задачами, функциями и характеристиками, с указанием их относительной важности.
|
 В В А | в1 | в2 | в3 | в4 | в5 |
 а1 а1 | · | ||||
| а2 | · | o | |||
| а2 | o | ||||
| а4 | |||||
| а5 | · | ¡ |
Стрелочная диаграмма – инструмент, позволяющий провести планирование оптимальных сроков выполнения всех необходимых процессов для скорейшего достижения поставленной цели.
Использование этого инструмента возможно после выявления проблемы, определения средств и методов ее решения, а также установления всех этапов и сроков их реализации.
Эта диаграмма представляет собой наглядную схему хода проведения работ, с отображением порядка и сроков проведения всех этапов. Обычно для планировании производства и проектов используется стрелочная диаграмма в виде или диаграммы Ганта (таблица этапы работ - сроки, с выделением ячеек, соответствующих запланированному времени на каждый этап), или в виде сетевого графа.
| 1 |
| 4 |
| 3 |
| 2 |
| 5 |
| 9 |
| 6 |
| 7 |
| 8 |
| 10 |
 | |||
| |||
6. Диаграмма процесса осуществления программы PDPC
Диаграмма процесса осуществления программы PDPC – инструмент, предназначенный для оценки сроков и целесообразности проведения работ по выполнению программы в соответствии со стрелочной диаграммой с целью их корректировки в процессе выполнения.
Диаграмма PDPC – диаграмма, отражающая последовательность действий и решений, выполнение которых необходимо для получения требуемого результата.
В качестве примера диаграммы процесса можно рассмотреть модель разрывов Зейтхальма.
Два основных случая, когда использование диаграммы PDPC особенно эффективно:
- разработка новой программы для достижения требуемого результата;
- когда велика вероятность возникновения существенных ошибок при планировании процесса, которые в результате анализа всех необходимых действий возможно спрогнозировать и избежать.
Этот вид диаграммы часто используется при решении сложных проблем в области научных разработок и производства, при получении крупных заказов.
| Заказ потребителя |
| Установка системы |
| Потребитель |
| Проверка наличия продукции |
| Анализ удовлетворенности потребителя |
| Подтверждение заказа |
| Планирование производства |
| Организация производства |
| Производство |
| Закупки материалов комплектующих |
| Отгрузка |
| Поставка, монтаж |
| Планирование поставок, монтажа |
| Поставка, монтаж |
| Склад поставщика |
 |
7. Матрица приоритетов (анализ матричных данных)
Матрица приоритетов – инструмент для обработки большого количества числовых данных, полученных при построении матричных диаграмм, с целью выявления приоритетных данных.
Этот инструмент управления аналогичен статистическому методу, который называется «анализ важнейших компонент» им применяется при анализе многовариантных данных. Этот инструмент используется реже описанных ранее шести новых инструментов контроля качества. Его применяют, в основном, когда возникает необходимость представить численных данные из матричных диаграмм в более наглядном виде. Использование этого инструмента требует статистических знаний. Поскольку матрица приоритетов используется для анализа численных данных матричных диаграмм, часто этот инструмент управления называют «анализ матричных данных».
Развертывание Функции Качества (QFD) – это систематизированный путь развертывания потребностей и пожеланий потребителя посредством развертывания функций и операций деятельности организации по обеспечению такого качества на каждом этапе жизненного цикла вновь создаваемой продукции, которое бы гарантировало получение конечного результата, удовлетворяющего ожидания потребителя. Это наиважнейший инструмент планирования и разработки выпускаемой на рынок продукции.
Таким образом Развертывание функции качества – это процедура преобразований требований потребителя. Семь новых инструментов контроля качества применяются для преобразования требований потребителя в параметры качества ожидаемой потребителем продукции, и соответственно, в параметры качества процессов (планирования, производства, монтажа, совершенствования качества продукции).
QFD – методика, разработанная в Японии (первые идеи были сформулированы в 1966 году и были названы «План Обеспечения Качества»). Цель ее – обеспечение качества с начального этапа создания и развития продукции. с 1983 года началось применение этой методики в США и Европе.
Успех развертывания требований и ожиданий потребителя зависит от соответствия представлений о качестве продукции со стороны производителя и со стороны потребителя. Особенно важно знать что хочет потребитель от продукции и как он будет ее использовать.
Методология QFD помогает практической реализации основных концепций TQM, в первую очередь – концепции “акцент на потребителе”.
Предложена следующая модель или «профиль» качества:
- профиль базового, или основного качества – это совокупность тех параметров качества продукции, наличие которых потребитель считает обязательным, само-собой разумеющимся. Поэтому потребитель не считает необходимым говорить о них. В глазах потребителя эти параметры качества не определяют ценность продукции, но их отсутствие недопустимо;
- профиль требуемого качества – это совокупность показателей качества, представляющих собой технические и функциональные характеристики продукции. Именно эта группа определяет в глазах потребителя ценность продукции, указывает насколько продукция соответствует ожидаемому. Эти показатели, как правило, рекламируются и гарантируются производителем. Неудовлетворенность потребителя возникает, если показатели качества продукции хуже, чем ожидались, что обычно соответствует среднему уровню на рынке;
- профиль желаемого качества – это группа параметров качества, представляющих для потребителя неожиданные ценности продукции, о существовании которых он не предполагал. Эта группа дает возможность производителю оценить свои потенциальные возможности, наличие у продукции этих параметров качества создает возможность прорыва на рынке, победы в конкурентной борьбе, дальнейшего улучшения продукции.
Определение требований потребителя, предшествующее планированию продукции, предусматривает следующие этапы:
- определение предполагаемого потребителя;
- определение рейтинга потребителя для производителя;
- сбор данных о пожеланиях потребителя;
- организация обработки собранных данных;
- определение рейтинга параметров качества продукции для потребителя.
Процесс Развертывания Функции Качества включает следующие пять ключевых элементов:
¨ уточнение требований потребителя, или ответ на вопрос «Что делать?»;
¨ перевод требований потребителя в общие характеристики продукции, или ответ на вопрос «Как сделать?»;
¨ выяснение степени тесноты связи между предыдущими компонентами «Что» и «Как» (с помощью матричных диаграмм), важно, чтобы большинство этих компонентов были измеряемыми;
¨ выбор цели, или выбор таких значений параметров качества, которые будут удовлетворять потребителя и обеспечат конкурентоспособность продукции;
¨ установление рейтинга важности компонент «Что» и на основе этого – рейтинга важности компонент «Как».
| Матрица связей |
| Корреляцион-ная матрица |
| Цели |
| Инженерная оценка конкурентоспособности продукции |
| Техническая важность и трудоемкость |
| Характеристики продукции |
| Направления улучшений |
| Оценка конкурентов |
| Важность |
| Требования потребителя |
| Как сделать? Что сделать? |
    | |||
| |||