Реферат на тему Технология изготовления магнитопроводов
Работа добавлена на сайт bukvasha.net: 2015-06-25Поможем написать учебную работу
Если у вас возникли сложности с курсовой, контрольной, дипломной, рефератом, отчетом по практике, научно-исследовательской и любой другой работой - мы готовы помочь.

Предоплата всего

Подписываем
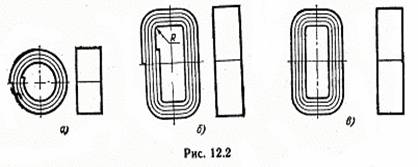
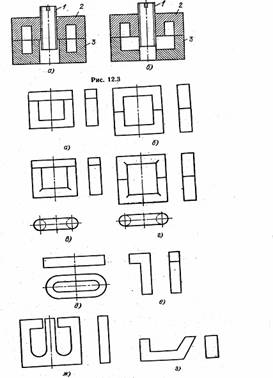
Общие положенияМагнитопроводом называется деталь или комплект деталей, предназначенных для прохождения с определенными потерями магнитного потока, возбуждаемого электрическим током в обмотках намоточный изделий. Магнитопроводы являются составными частями схемотехнически элементов РЭА: трансформаторов, дросселей, магнитных головок, фильтров, контуров, запоминающих устройств и др. Форма деталей Рис. 12.1 образующих магнитопровод, а также вид и физические свойства материалов, используемых для их изготовления, обусловлены назначением; конструктивными особенностями схемного элемента. По этим признакам магнитопроводы разделяют на три группы: пластинчатые, лентные и формованные. Пластинчатые магнитопроводы представляют собой пакеты, собранные из штампованных плоских пластин. Они бывают двух типов (рис. 12.1): броневые (а) и стержневые (б). Ленточные магнитопроводы имеют форму круглых (рис. 12.2,а ) или прямоугольных со скругленными углами колец (рис. 12.2,б ) полученных спиральной навивкой на оправку одной ленточной заготовки или П-образной гибкой нескольких предварительно нарезанных полос. Во втором случае кольца получаются разъемными с плоскостью разреза (рис. 12.2, в). Неразрезные ленточные магнитопроводы характеризуются лучшими магнитными характеристиками по сравнению с раз-резными ленточными и пластинчатыми, так как в последних неизбежны воздушный зазор и частичное замыкание торцов. Однако неразрезные ленточные магнитопроводы имеют следующие недостатки: сложность и большая трудоемкость намоточных работ. Достоинством разрезных ленточных магнитопроводов является то, что катушки для них можно изготавливать на обычных намоточных станках. Формованные магнитопроводы состоят из одной или нескольких монолитных объемных деталей, изготовленных из порошкообразных магнитодиэлектриков или ферритов с использованием керамической технологии (формование и спекание). Формованные магнитопроводы нашли широкое применение в высокочастотных устройствах РЭА. На рис. 12.3 дан пример броневого магнитопровода из магнитодиэлектрика: а — с замкнутой; б — с разомк- нутой магнитной цепью (/ — подстроечник, 2 — верхняя чашка, 3 — нижняя чашка). На рис. 12.4 приведены некоторые образцы магнитопроводов из ферритов: рис. 12.4, а_и б — замкнутый П-образный прямо угольного сечения; рис. 12.4, в и г —замкнутый П-образный круглого сечения, рис. 12.4, д — О-образный; рис. 12.4, е — Г-образный, рис. 12.4, ж — Е-образный; рис. 12.4, з.— магнитной головки. Технологические методы достижения заданных физических свойств, точности размеров и качества поверхности магнитопроводовМагнитопроводы должны иметь высокую магнитную проницаемость, незначительную коэрцитивную силу, стабильные магнитные характеристики в рабочем диапазоне температур и во времени, минимальные потери на гистерезис, рассеивание и вихревые токи, устойчивость к посторонним механическим воздействиям. Соответствие физических свойств магнитопровода этим требованиям достигается, прежде всего, выбором магнитного материала и построением ТП. При переработке магнитных материалов в детали магнитопроводов исходные магнитные свойства их изменяются под тепловым и силовым воздействием инструментов и технологических сред. По этой причине в ТП изготовления включают ряд операций по контролю и восстановлению магнитных свойств деталей магнитопроводов, а условия выполнения операций формообразования подбирают с расчетом на то, чтобы минимально воздействовать на изменения этих свойств. В качестве магнитных материалов используют электротехническую сталь, железой никелевые сплавы, магнитодиэлектрики и ферриты. Электротехнические стали, и пермаллои применяют в виде горячекатанного и холоднокатанного проката на листах и рулонах толщиной 0,04—0,5 мм. Горячекатаные стали используют в магнитопроводах, работающих на низких частотах, а холоднокатаные — в магнитопроводах с повышенными магнитными характеристиками. Железоникелевые сплавы (пермаллои) характеризуются в 10—20 раз большей магнитной проницаемостью в слабых магнитных полях по сравнению с электротехнической сталью. Высоконикелевые пермаллои (72—80% никеля) марок 79НМ, 80НХС и другие используют для изготовления сердечников малогабаритных дросселей и трансформаторов низкой частоты, магнитных головок и др. Низконикелевые пермаллои (30—50% никеля) марок 8НС, 45Н, 50Н, 50НХС и другие применяют для изготовления магнитопроводов силовых трансформаторов и дросселей, магнитных головок и др. Электротехнические стали и пермаллои характеризуются малым удельным электрическим сопротивлением (10-7—10-6Ом'М). Использование их в магнитопроводах, работающих на высоких частотах, не представляется возможным из-за больших потерь на вихревые токи, возрастающих пропорционально квадрату частоты. Для магнитопроводов, работающих на высоких частотах, используют магнитодиэлектрики, которые состоят из зерен магнитного материала, разделенных диэлектриком. По сравнению с металлическими магнитными материалами они характеризуются более высоким электрическим сопротивлением (10-3—1 Ом-м). В качестве магнитопроводов из магнитодиэлектриков берут карбонильное железо (высокодисперсный порошок, состоящий в основном из частиц сферической формы), альсифер (магнитомягкий сплав с высокой магнитной проницаемостью, содержащий' около 9,5% кремния и 5,5% алюминия, остальное — железо; ГОСТ 122187—76) и пермаллои. Основные достоинства магнитодиэлектриков: малые потери на вихревые токи, стабильные магнитные характеристики в рабочем интервале температур и во времени. К числу недостатков следует отнести небольшую магнитную проницаемость (1,26·10-5 — 7,53·10~б Гн/м) на радиочастотах, что ограничивает возможность повышения добротности различных индуктивных элементов. Для работы с малыми потерями на высоких частотах до нескольких десятков мегагерц используют магнитные материалы керамического типа, ферриты, получаемые спеканием при высокой температуре смеси окислов железа с окислами никеля, цинка, марганца, магния, меди или другого двухвалентного металла. Ферриты характеризуются высокой магнитной проницаемостью (1,26·10-5 — 2,52 • 10ֿ³ Гн/м) и удельным электрическим сопротивлением (1 - 105 Ом•м) Для обеспечения требуемой точности и формы и размеров при изготовлении пластинчатых магнитопроводов с заданной шероховатостью поверхности используют штамповку, обработку резанием и физико-химические методы. При штамповке и обработке резанием в поверхностных слоях материала в результате силового воздействия инструмента кристаллы правильной формы, характерные для исходного материала, разрушаются и ориентируются в направлении движения инструмента. В результате ухудшаются характеристики магнитопроводов, например, магнитная проницаемость уменьшается, а коэрцитивная сила увеличивается. Для восстановления магнитных характеристик материала проводят отжиг, вызывающий рекристаллизацию материала. При изготовлении разрезных ленточных магнитопроводов разрезание является одной из ответственных операций. Отклонение режимов этой операции от оптимальных может привести к появлению короткозамкнутых витков и наклепу, в результате возрастут потери на вихревые токи. Разрезание магнитопроводов осуществляют различными способами, например, фрезерованием, абразивным кругом, электроискровой обработкой и т. д. При фрезеровании поверхность разреза получается неровной, а витки магнитопровода оказываются короткозамкнутыми. Кроме того, имеет место наклеп и изменение ориентации зерен в месте разреза. Разрезание магнитопроводов абразивным кругом (шероховатость обработанной поверхности Rа 1,25 мкм) и электроискровой обработкой (Rz 20 мкм) дают лучшие результаты. После разрезания абразивным кругом отпадает необходимость применения последующего шлифования. Электроискровая обработка позволяет избежать механического воздействия на магнитопровод и замыкание отдельных его витков. Поверхностный слой, в котором в результате теплового воздействия происходит изменение ориентации зерен до глубины 0,05—0,08, мм, удаляется при последующем шлифовании торцов магнитопровода. Точность размеров, формы и качество поверхности формованных магнитопроводов обеспечивается точностью размеров и шероховатостью поверхности оформляющей полости пресс-форм. Магнитные характеристики формованных магнитопроводов обеспечиваются качеством порошка магнитного материала и материала диэлектрической связи. Количество связки при изготовлении магнитопроводов должно быть по возможности минимальным, так как ее увеличение резко снижает магнитную проницаемость магнитопровода и увеличивает диэлектрические потери. Формовочная смесь на основе полистирола обладает хорошей текучестью, поэтому ее используют для изготовления сложных по форме магнитопроводов. Магнитная проницаемость формованных магнитопроводов зависит от их плотности, которая обеспечивается выбором давления при прессовании. С увеличением давления прессования магнитная проницаемость возрастает до определенного значения для данного типа магнитного материала. При дальнейшем увеличении давления прессования возрастают потери на гистерезис, так как имеет место пластическая деформация феррочастиц, возрастает электропроводность и потери на вихревые токи из-за разрушения изоляционной пленки вокруг феррочастиц. Оптимальное давление прессования для магнитодиэлектриков лежит в интервале 600— 1000 МПа, а для ферритов — 80-200 МПа. Продолжительность выдержки под нагрузкой не влияет на плотность магнитного материала. Обеспечение равномерной плотности магнитного материала в формованном магнитопроводе осуществляется прессованием в пресс-формах с двойным давлением сверху и снизу. Кроме того, в магнитопроводах из ферритов в случае неравномерной плотности при последующем спекании возникают значительные внутренние напряжения, вызывающие коробление и растрескивание. Для исключения растрескивания магнитопроводов из ферритов проводят следующие технологические мероприятия: перед спеканием нагревом из них удаляют связку; при спеканий скорость подъема температуры ограничивают 200—300 К/ч из-за быстрого испарения оставшейся связки; после выдержки при температуре спекания требуется медленное охлаждение со скоростью 50—100-.К/Ч. Магнитопроводы с одинаковыми магнитными характеристиками могут быть получены только при одинаковой температуре по всей рабочей зоне печи. Температурный режим поддерживается с точностью ±5 К автоматическим регулированием. Технологические маршруты изготовления пластинчатых магнитопроводов и содержание основных операцийТиповой ТП изготовления пластинчатых магнитопроводов включает следующие основные операции: контроль материала на соответствие техническим условиям, резка материала на ленты (полосы) требуемой ширины, вырубка пластин магнитопровода, снятие заусенцев, правка пластин магнитопровода, отжиг, изоляция пластин, сборка пакета. Контроль материала на соответствие техническим условиям. При поставке исходный материал контролируют по магнитной проницаемости и коэрцитивной силе. Резка материала на ленты (полосы) требуемой ширины производится многодисковыми, гильотинными или роликовыми ножницами. Правильный раскрой материала, как было рассмотрено в гл. 4, дает большую экономию материала и снижает себестоимость выпускаемых изделий. Большое внимание уделяют получению прямолинейных кромок ленты (полосы особенно при безотходном раскрое, например П-образных (рис. 12.5, а) и Ш-образных пластин (рис. 12.5, б). Вырубка пластин магнитопровода производится штампами на прессах и является формообразующей операцией. При износе режущих кромок штампа на пластинах магнитопроводов появляются заусенцы, которые могут привести к замыканию отдельных пластин, и пакета в целом. В результате уменьшается коэффициент заполнения пакета, и возрастают потери, на вихревые токи. Зазор между матрицей и пуансоном штампа влияет на размер заусенцев. Например, для получения заусенцев не более 0,005 мм зазоры между пуансоном и матрицей должны быть менее 0,002 мм. Для повышения стойкости штампов матрицы изготавливают из твердого сплава. Для получения высокой производительности применяют штампы-автоматы, оснащенные устройствами для автоматического удаления отштампованных пластин. Снятие заусенцев осуществляют шлифованием, вальцеванием, электрополированием, виброгалтовкой. Наиболее час- то заусенцы удаляют шлифованием. Пластину пропускают между вращающимися с разной частотой резиновым и абразивным кругом. При вальцевании пластины пропускают между двумя закаленными стальными валками. Заусенцы снимаются за счет их сминания и обламывания, В этом случае производится" также правка пластин. Удаление заусенцев электрополированием обеспечивает повышение магнитной проницаемости на 10—12% и снижение потерь на гистерезис на 10—15%, что связано с удалением по- верхностного слоя металла с краев пластин, где имеет место наклеп после штамповки. Удаление заусенцев в виброгалтовочных установках производят на частоте 100 Гц с амплитудой колебаний 4—6 мм в среде электрокорунда зернистостью 3-5 мкм. Перспективным способом удаления заусенцев является ультразвуковой в абразивной среде с наложением статического давления. Пластины погружают в ванну с абразивной суспензией, в которой возбуждаются ультразвуковые колебания частотой 18 кГц. Повышенное статическое давление в ультразвуковой ванне создается сжатым воздухом или азотом (0,4— -0,5 МПа). После резки, вырубки и удаления заусенцев пластины обезжиривают в бензине и ацетоне, чередуя обезжиривание в каждой жидкости с сушкой на воздухе. Хорошие результаты дает ультразвуковая очистка (промывка) пластин. Правка пластин магнитопровода осуществляется для уст-ранения их деформации в результате штамповки. Пластины правят, пропуская через рихтующие вальцы, или на эксцентриковых прессах штампами с плоскими шлифованными рабочими частями. Обычно установка с рихтующими вальцами и зачищающим абразивным кругом (для снятия заусенцев) объединяется со штампом-автоматом в один автоматически действующий агрегат. Перед отжигом пластины обезжиривают ацетоном или бензином, припудривают окисью магния или окисью алюминия, не допускающими снижения магнитных свойств и спекания пластин. Отжиг. Пластины магнитопровода подвергают межоперационному и окончательному отжигу. Межоперационный отжиг осуществляют для повышения пластических свойств материала, а окончательный — для получения магнитных свойств, присущих данному материалу. Режимы отжига представлены в табл. 12.1 и 12.2. После окончательного отжига на контрольных образцах измеряют магнитную проницаемость, которая является критерием качества отжига. При значительном разбросе параметров производят повторный отжиг. Изоляция пластин. Наиболее распространенными способами изоляции пластин являются оксидирование и фосфатирование, а также лакирование. Фосфатирование обеспечивает более высокие механические и электроизоляционные свойства, чем лакиробание и оксидирование. Прогрессивным является образование термостойкого изоляционного слоя на металлургическом заводе в процессе изготовления листового магнитного материала. Сборка пакета состоит из набора пластин в пакет и их скрепления. Различают два способа набора пластин: вперекрышку и встык. Набор пластин осуществляется вручную или автоматически. Сборку встык применяют в том случае, когда необходимо иметь воздушный зазор в магнитопроводе, например, в дросселях. Зазор (0,05—0,10 им) регулируют количеством бумажных прокладок между пластинами. В ряде случаев для повышения коэффициента заполнения осуществляют обжатие пакета на прессе давлением 2—5 МПа, но при этом могут ухудшаться магнитные характеристики магнитопровода (возможно увеличение потерь на вихревые токи вследствие частичного разрушения изоляционных слоев). Собранный пакет скрепляют изолированными шпильками, болтами или обжимными скобами. Таблица 12.2. Режимы окончательного отжига магнитопроводов
Технологические маршруты изготовления ленточных магнитопроводов и содержание основных операций.Типовой ТП изготовления ленточных витых магнитопроводов включает следующие операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, обезжиривание ленты, снятие заусенцев, промывка и обезжиривание, нанесение изоляции, навивка магнитопроводов, отжиг, пропитка магнитопроводов. Для разрезных магнитопроводод дополнительно проводят разрезание и обработку торцов магнитопроводов. Рассмотрим особенности ТП изготовления ленточных магнитопроводов. Ряд операций при этом выполняют так же, как и для пластинчатых магнитопроводов и в настоящем параграфе не рассматривается. Нанесение изоляции и навивка магнитопровода. Наиболее распространенным способом нанесения изоляции на ленту является электрофорез, при этом могут быть использованы суспензии на основе двуокиси кремния (раствор кремниевой кис-лоты в ацетоне), окиси магния (раствор окиси магния в четыреххлористом углероде), окиси алюминия (раствор каолина в воде) и т. д. Большое распространение получила суспензия на основе двуокиси кремния, позволяющая получить качественный изоляциояный слой толщиной 5—10 мкм. На рис. 12.6 представлена схема установки для навивки ленточного магнитопроведа с одновременным нанесением изоляции методом электрофоре-за:1—рулон обезжиренной и зачищенной ленты; 2—ванна с суспензией; 3 — мешалки; 4— катоды; 5 — сушильная камера; 6 — оправка для навивки магнитопровода. Толщина и плотность изоляционного слоя определяются режимом навивки, зависящим от концентрации суспензии, скорости прохождения ленты и плотности тока. Число витков магнитопровода контролируется счетчиком. Рис. 12.6 Пропитка магнитопроводов проводится с целью улучшения их жесткости и влагостойкости. Широкое применение получила циклическая пропитка, например компаундом КГДС лаком 321 или клеем БФ-4 в специальной установке с применением вакуума и избыточного давления, при чередовании которых обеспечивается качественная пропитка магнитопроводов. Затем для полимеризации пропиточного состава магнитопровод подвергают нагреву. Разрезание магнитопровода на две половины осуществляется электроискровой или абразивной обработкой, или другими методами. Шлифование торцов магнитопровода производится для удаления неровностей, полученных при разрезании, и уменьшения зазоров при сборке двух половин магнитопровода. В рядеслучаев торцы магнитопроводов притирают. С-образные ленточные магнитопроводы получают гибкой: ленту режут на отрезки различной длины и собирают в определенном порядке в пакет, который затем изгибают в специальном приспособлении. Типовой ТП изготовления гнутых магнитопроводов включает следующие основные операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, обезжиривание ленты, снятие заусенцев, промывка и обезжиривание, нанесение изоляции, резка ленты на заготовки различной длины, пакетирование заготовок, гибка пакетов в гибочном приспособлении, фрезерование торцов пакета после гибки, запрессовка в кассету, отжиг в вакуумной печи, распрессовка кассет, шлифовка и притирка торцов пакета. Следует отметить, что ТП изготовления гнутых магнитопроводов легко поддается механизации и автоматизации. Например, разработаны автоматы для резки заготовок различной длины и пакетирования пластин магнитопровода. Этот автомат объединяется с другим автоматом, производящим гибку С-образных магнитопроводов, их склеивание и отжиг. Технологические маршруты изготовления магнитопроводов из магнитодиэлектриков и ферритов и содержание основных операций.Типовой ТП изготовления магнитопроводов из магнитодиэлектриков включает следующие основные этапы: приготовление порошка магнитного материала, приготовление формовочной смеси, формование, термообработка, пропитка магнитопроводов. Приготовление порошка магнитного материала осуществляется размолом чистых магнитных материалов (карбонильного железа, альсифера и т. д.). Приготовление формовочной смеси заключается в том, что порошок магнитного материала смешивают с термопластичной или термореактивной связкой. Термопластичная связка в виде тонкоизмельченного порошка (например, полистирола) или термореактивная — в виде раствора, например бакелитовой смолы в спирте, подается в определённой пропорции с порошком магнитного материала в смеситель, где формовочная смесь тщательно перемешивается для обеспечения полного обволакивания магнитного порошка диэлектрической связкой. Формовочная смесь на основе полистирола после смешивания готова к формованию, а смесь на основе бакелитовой смолы предварительно подсушивается для удаления летучих составляющих на металлических противнях и просеивается, после чего подается на формование. Формование магнитопроводов осуществляют теми же методами, что и прессование пластмасс, а именно, холодным и горячим прессованием и горячим литьем под давлением. Магнитодиэлектрики с термореактивной связкой обычно формуют ХОЛОДНЫМ и горячим прессованием, а магнитодиэлектрики с термопластичной связкой — литьем под давлением. Холодное прессование проводится при следующих режимах: давление 800—1000 МПа, температура 288—298 К, выдержка под давлением 1-2 с. Режимы горячего прессования формовочной массы на основе полистирола: предварительный нагрев пресс-формы до 453— 473 К, давление 400—500 МПа, выдержка под давлением 3—10 мин, охлаждением пресс-формы до 363— 358К Термообработка магнитопроводов проводится в тех случаях, когда используется метод холодного прессования. Отформованные магнитопроводы для полимеризации термореактивной связки помещают в печь с температурой 403-413К и выдерживают 4—8ч. Пропитка магнитопроводов проводится с целью повышения влагостойкости и защиты от окисления. При этом используют различные компаунды, кремнийорганические составы: парафин или церизин. Типовой ТП изготовления магнитопроводов, из ферритов включает следующие основные этапы: приготовление порошков соответствующих окислов металлов, приготовление формовочной смеси, формование; термообработка, пропитка магнитопроводов. Технология изготовления магнитопроводов из ферритов аналогична технологии изготовления деталей из керамики. Формование магнитопроводов осуществляется сухим или сырым прессованием, а также выдавливанием через мундщтук. Отпрессованное магнитопроводы спекают в печи с использованием газовой среды в зависимости от состава феррита. Спекание на воздухе с последующим охлаждением в инертной среде проводят для ферритов, содержащих марганец. Спекание в вакууме проводят для марганцево-цинковых ферритов. Конечная температура спекания ферритов 1273—1683 К. Магнитопроводы пропитывают в 80%-ном спиртовом растворе бакелитового лака в течение 30 мин с последующей просушкой в термопласте при температуре 413 К в течение 6 ч. Контроль качества магнитопроводовВсе магнитопроводы подвергают следующим видам контроля: контроль геометрических размеров, внешнего вида, маркировки, массы, контроль магнитных характеристик (магнитной проницаемости и относительно тангенса угла магнитных потерь). Геометрические размеры магнитопроводов проверяют любым измерительным инструментом, обеспечивающим погрешность измерения, не превышающую установленную ГОСТ 8.051— 73. Внешний вид и маркировку проверяют внешним осмотром невооруженным глазом с остротой зрения от 0,8 до 1 и нормальным цветоощущением при освещённости от 60 до 100 лк, сопоставляя с чертежами и образцами внешнего вида. Массу магнитопроводов определяют взвешиванием с погрешностью не более ± 0,5%. Определение начальной магнитной проницаемости и относительного тангенса угла магнитных потерь рассмотрим на примере кольцевых магнитопроводов из ферритов (см. ГОСТ 14208-77) марок 10ООНМ, 1500НМ, ЗОООНМ, 4000НМ. Начальную магнитную проницаемость определяют измерением коэффициента начальной индуктивности магнитопроводов на одной из частот 1 —100 кГц. Измерение коэффициента начальной индуктивности проводят при помощи мостового измерителя индуктивностей (например, низкочастотного измерителя малых индуктивностей ЭМ18-2 или цифрового измерителя индуктивностей ЭМЦ7-2). Магнитопроводы считаются годными, если значения коэффициента начальной индуктивности лежат в пределах, указанных в ТУ. Относительный тангенс угла магнитных потерь Относительно тангенс угла магнитных потерь вычисляют по формуле: где rх — эффективное сопротивление обмотки с сердечником, Ом; r0 — сопротивление обмотки постоянному току, Ом; f частота измерения, Гц; Lx — индуктивность обмотки с сердечником, Гн; в которой К1— коэффициент начальной индуктивности, мкГн; h— высота магнитопровода, мм; К2=1/(21n D/d), где D и d — соответственно наружный и внутренний диаметры магнитопровода, мм. Технологические требования, предъявляемые к конструкции магнитопроводов. Перспективы развития тп изготовления магнитопроводовКонфигурация пластинчатого магнитопровода должна обеспечить наивыгоднейшёе использование листового материала с целью получения безотходного и малоотходного раскроя. Отверстия рекомендуется получать только в случае, если их диаметр более или равен толщине листа. Наименьшее расстояние от края отверстия до прямолинейного контура должен быть не менее толщины листа: Перпендикулярность боковых сторон плоскости разъема магнитопроводов магнитных головок и ступенчатость пластин должна быть не более 0,01- 0,05 мм (пределы зависят от размеров магнитопроводов). Внутренний радиус R ленточных магнитопроводов (см. рис. 12.2, б) должен быть не менее 0,5 мм для ленты толщиной 0,05 мм и не менее 1 мм для ленты толщиной 0,15—0,35 мм. При проектировании формованных магнитопроводов необходимо учитывать следующие рекомендации. Магнитопроводы должны обладать равномерной толщиной стенок, так как процесс формования сопровождается значительной усадкой, приводящей к короблению и растрескиванию деталей. Толщина стенок должна быть не менее 1 мм. При незначительной разностенности магнитопроводов в процессе формования получают более равномерную плотность. Стенки магнитопроводов, расположенные в направлении прессования, выполняют с технологическими уклонами, облегчающими извлечение детали из пресс-формы. Магнитопроводы следует выполнять, без острых переходов, которые могут привести к растрескиванию детали. Закругления способствуют повышению механической прочности магнитопроводов, облегчают течение формовочной смеси в пресс-форме и увеличивают ее стойкость. Радиус закругления должен быть не менее 0,2 мм. Резьба, получаемая при формовании, должна иметь диаметр более 3 мм, а шаг более 1 мм. Следует избегать пазов и отверстий в магнитопроводах, расположенных перпендикулярно оси прессования, так как они усложняют конструкцию пресс-формы и снижают производительность труда. В целях кардинального повышения производительности труда и качества магнитопроводов современное развитие технологии их изготовления ведется по следующим основным на правлениям: разработка новых типов технологического оборудования серийного производства магнитопроводов, пригодных для встраивания в автоматические линии; создание и применение манипуляторов с программным управлением для механизации и автоматизации трудоемких, вредных и монтажных работ (штамповка, механическая обработка, сборка, пропитка и т. д.); создание и применение механизированных и автоматизированных технологических комплексов с автоматической системой управления от ЭВМ для изготовления магнитопроводов; внедрение малоотходной и безотходной технологии, в частности, внедрение с использованием ЭВМ раскроя холоднокатанных лент с зачищенными или полированными кромками для изготовления пластинчатых и ленточных магнитопроводов; применение ЭВМ для оптимизации режимов обработки, управления оборудованием и технологическими процессами изготовления магнитопроводов; совершенствование средств технического контроля магнитопроводов. |